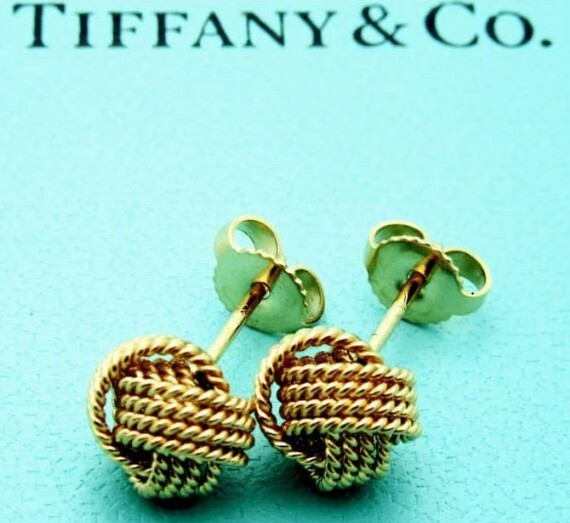
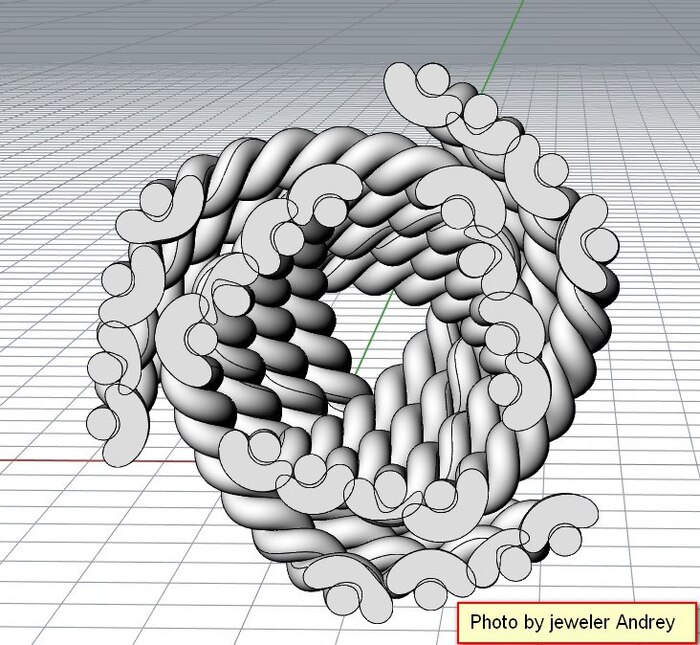
Есть некое ювелирное изделие от тиффани, шарик из вьющихся шнуров, вот такой
витой шарик от тиффани
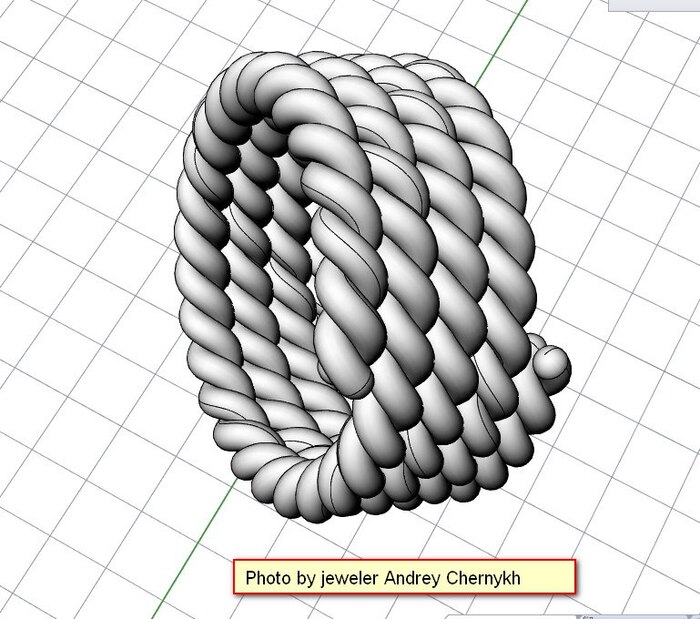
Наш знакомый ювелир (Андрей Черных) вдохновился задачей повторить данное произведение искусства, и поделился с нами этапами и моментами процесса. " Сначала - разработка модели. "По бренду спираль не спаяна и постоянно деформируется. принято решение переделать брендовую вещь ибо полная хрень!" Мало сделать модель, нужно понимать - что она будет литься металлом, ибо это цельное изделие.
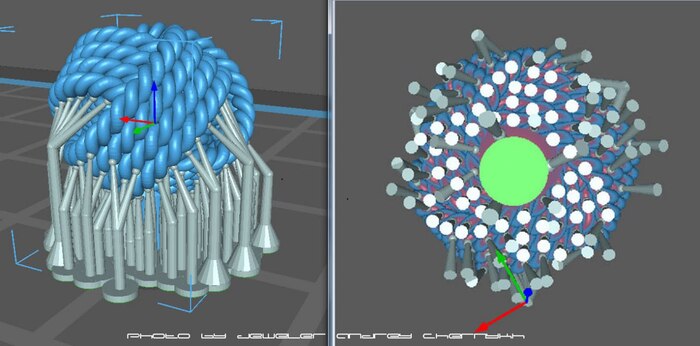
Спираь одного элемента. Метал течет в разные стороны спирали по разным сечениям.
модель в разрезе
Или вот видео с разреза. Лить такое - достаточно сложно
Выбор фотополимера - так же сложная задача. До сих пор нет идеального литьевого фотополимера, но есть "ну почти". Эта задача лилась не первый раз, но без дефектов не получалось. Теперь выбран недавно появившийся Hardlight Jewelry Wax Red
Выжигаемая смола Hardlight Jewelry Wax Red
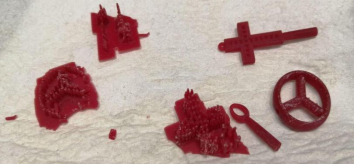
выросло хорошо, поверхность гладкая. Пора на елку
Елка. но не новогодняя.
Результат - на фото. Отлилось на твердую "5"
литье
Возражения, которые уже звучали "А такую модель разве не надо было разрезать на части чтобы потом собрать в единое? Тут же не подлезть нигде не обработать. Не говоря уже о тонких местах где очень вероятно обрушение форм-массы. Слоистость везде"
- да, я могу это сделать или в ручную или на фрезере пять осей располовинив модель .
- Обработка только зачистка низа от шариков.
- Если печатать на слое 0.15 или 0.01 то слоев то вообще не будет.
"а почему брак, пузыри? Запаивать придется или забьётся?"
- вы не учитываете размеры. На фото оно с кулак. А на самом деле - максимальный габарит 9.7 мм. Стенки и каналы очень тонкие.
габариты в металле - 9.7мм
размеры в сравнении
- в микроскоп 20-кратный не видно никаких пузырей. После магнитной галтовки вообще ничего не увидеть. Надо не забывать, что литье само по себе и своей структуре пористое (крупнозернистая кристаллическая решётка). Прокат , мелкозернистая уплотненная кристаллическая решётка.
В качестве выводов. Главная цель данного литья - отработка технологии работы с 3Д принтером и выжигаемыми полимерами. Уже на 8к принтерах можно получить сравнимые с фрезером модели, новые принтеры 7" 9К уже могут потеснить их. Потому - поиск подходящего фотополимера, отработка стабильного литья на нем - задача с высоким приоритетом. Если не следовать ювелирам за новыми техническими тенденциями - может статься, останешься не то что за бортом, но на краю"
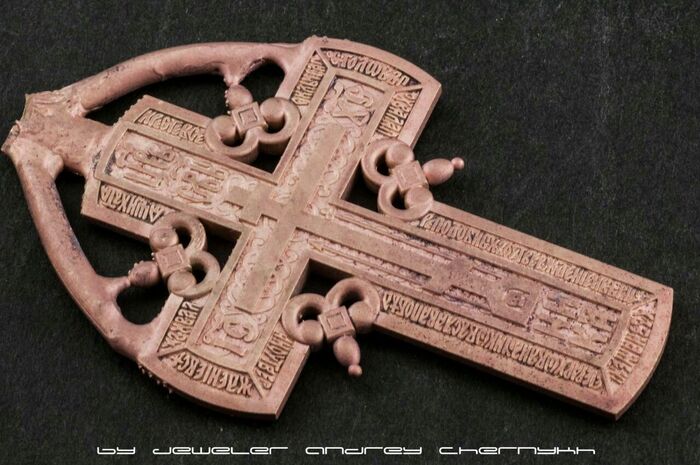
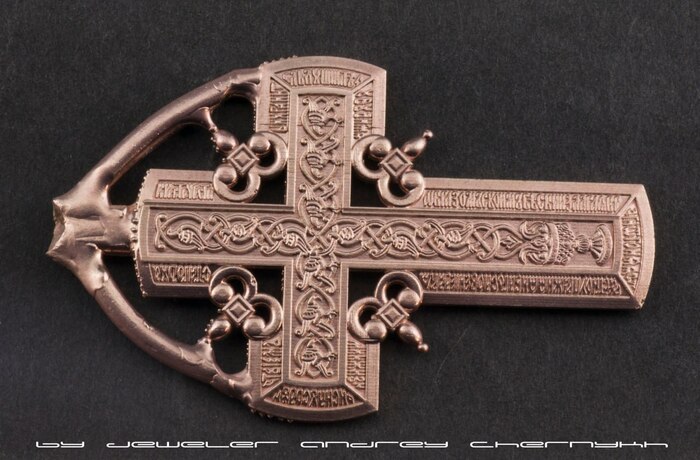
Выглядят как конфетки, не правда ли? Год назад начала создавать вот такие броши. Выполнены из фанеры, ручная роспись, сверху эпоксидная смола (некоторые многослойные, за счет чего создается 3д эффект). Эпоксидная смола создает эффект линзы, поэтому броши выглядят очень круто! Очень люблю каждую свою брошь, ведь каждая из них индивидуальная.
У ювелиров много скепсиса по поводу ювелирного литья по выжигаемым напечатанным фотополимерным моделям. Есть конечно фавориты технологии, такие как Solid Scape, и все бы хорошо, если бы не ценник (1.5 млн принтер, от 45к за кг смолы). Есть Envision (900/50к). Притом не берем в расчет доступность всего этого в наше время перемен.
Есть настольные фотополимерные принтеры в цене 50-200 тыс, на которых можно получить приемлемую печать, но с выжигаемой смолой столько же мнений, сколько и видов этой смолы. Очень заманчиво на относительно недорогом оборудовании получить чистую отливку, но...
У кого то получается, у кого то нет, на одном и том же оборудовании и по схожим инструкциям. То есть - 20% успеха принтер, 40% успеха полимер, 40% - литейщик. Получить какую то информацию у тех, у кого получается, достаточно сложно. Проф секреты, наверное. Публикуем опыт, переданный нам одним ювелиром, который не против им поделиться.
Фотополимер Hardlight Jewelry WAX
Принтер Anycubic Photon Ultra DLP
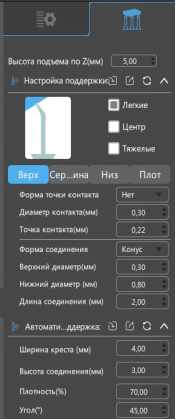
Настройки поддержек: Поддержки ставим в программе ChiTuBox, там лучше алгоритм расстановки и настройки самих под-держек. После расстановки поддержек экс-портируем в STL и загружаем в слайсер Photon Workshop (функционал поддержек там слабоват).
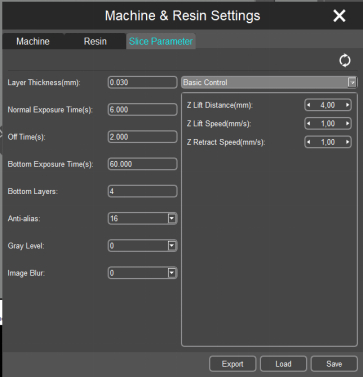
Настройки печати в Photon Workshop
По печати особых замечаний нет. Полимер не любит высоких скоростей отрыва-ретракта. Обязательна пауза перед засветкой слоя после ретракта.
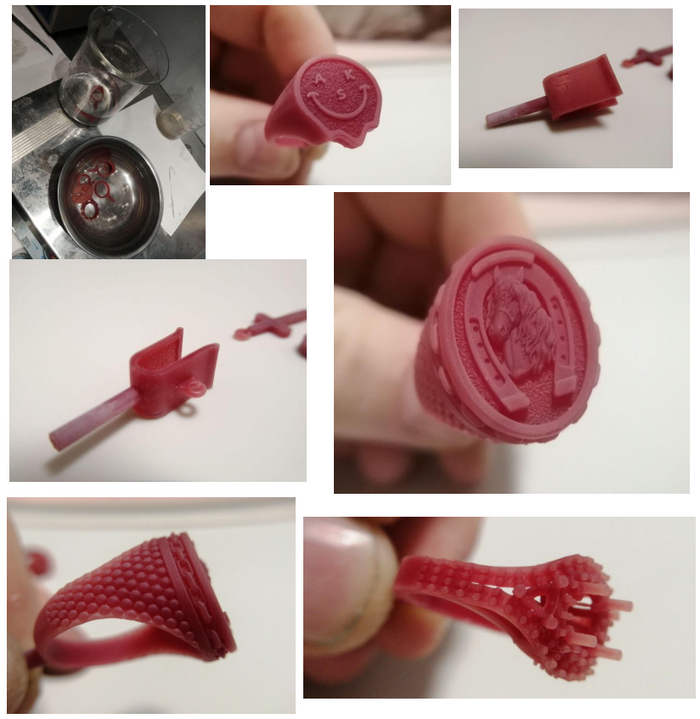
Дальше - пост обработка. От нее зависит половина дальнейшего успеха.
Снятие с платформы
Первая отмывка в грязном спирте. 1-2 минуты
Отмывка в чистом спирте. 1-2 минуты
Сушка (обдувка): я обдуваю с компрессора, но данную операцию можно делать медицинской клизмой. Задача убрать все блестящие пятна. Модель должна быть матовой. Все блестящее это либо спирт, либо остатки не засвеченного полимера. Если остаются следы - в спирт
Удаление поддержек: я удаляю их руками, так как мелкая точка контакта легко отламывается, создавая “пенек”. Некоторые труднодоступные поддержки убираю скальпелем. Пеньки потом убираем наждачкой или сатином.
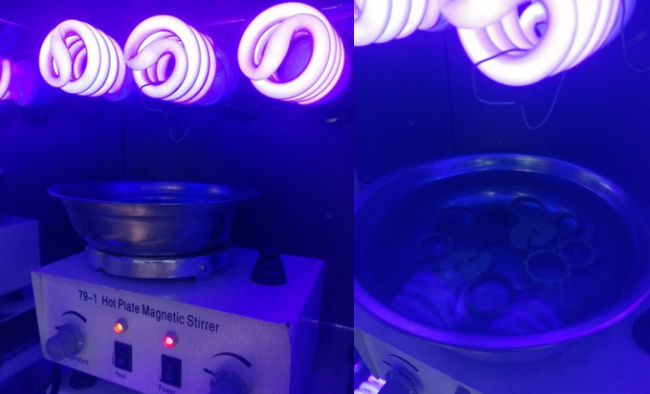
Модели вывариваются в воде с температурой 80-85 градусов, 2 часа. В конце операции модель должна “побледнеть”. Вываривание происходит совместно перемешиванием и засветкой под ультрафиолетом.
Отмывка после вываривания! С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
Литье тестировалось в разных литейных мастерских. Результаты разные, но стабильные. Данные настройки нужно брать за основу, и если нужно, то корректировать под свои процессы. Но литье данного полимера лучше лить на ПОЛИМЕРНЫХ режимах.
Литейщик № 1.
Форммасса PRESTIGE ORO, соотношение форммассы и воды стандартное 40:100. печь Митерм 27
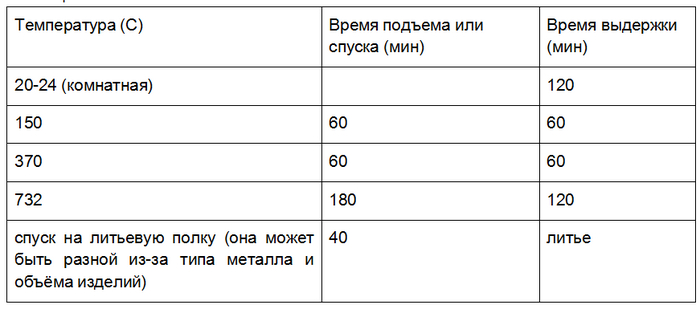
Прокалочный цикл:
Данный вариант литья считается восковым. И у данного литейщика выходило стабильное качественное литье 4 раза под ряд. У другого литейщика на данных циклах литье браковалось, но у него была другая форммасса.
Литейщик №2.
Форммасса PRESTIGE OPTIMA, соотношение форммассы и воды стандартное 40:100, печь самодельная
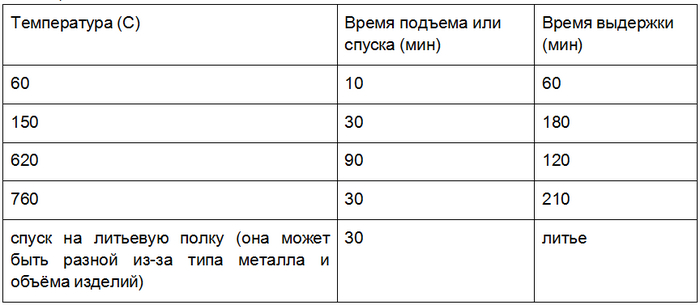
Прокалочный цикл:
У этого литейщика брака не было
Результат после литья:
МОИ ВЫВОДЫ:
- Высокая детализация печати (у разных принтеров при разных настройках могут быть разные результаты, но «ответ» от пятна света максимально точный) - Стабильный в печати и литье
- Без сильного запаха
- Достаточно твердый, для того что бы ставить тонкие поддержки (а это очень важно)
- Относительно недорогой
Применяю лично я для ювелирки, но подойдет и для стоматологических работ.
В результате мы получаем отливку с микро обрушениями. Обрушения конечно есть, но они приемлемые. За 10 лет практики я научился их находить. И могу сказать что так бывает и на воске.